Analisis Mutu Ketebalan Roti Sisir Pada Perusahaan XYZ
on
Jurnal Matematika Vol. 2 No. 1, Desember 2011. ISSN : 1693-1394
Analisis Mutu Ketebalan Roti Sisir Pada
Perusahaan XYZ
Ni Luh Putu Suciptawati
Wella Dhanuantari
Jurusan Matematika FMIPA, Universitas Udayana Kampus Bukit Jimbaran Badung, Bali e-mail: Putusuciptawati@yahoo.co.id
Abstract: Penelitian ini bertujuan untuk mengetahui apakan produk roti sisir pada perusahaan XYZ sudah terkendali atau tidak. Selanjutnya diselidiki faktor-faktor yang mempengaruhi variasi proses pada inspeksi ketebalan roti sisir dengan diagram sebab akibat. Penelitian ini menunjukan bahwa kerusakan roti sisir di perusahaan XYZ adalah pada ketebalan rotinya. Rata-rata ketebalan roti sisir proses belum terkendali, faktor-faktor yang mempengarhi mutu variable ketebalan roti sisir adalah manusia, bahan baku, mesin oven, dan mesin steamer. Keywords: first keyword, second keyword.
-
1. Pendahuluan
Memasuki era globalisaasi dengan dimulainya perdagangan bebas maka persaingan bisnis antar perusahaan di seluruh dunia akan semakin ketat, terutama persaingan untuk menarik konsumen dalam memperebutkan pangsa pasar. Mutu merupakan salah satu unsur penting bagi konsumen sebagai faktor dalam menentukan produk yang menjadi pilihan untuk memenuhi kebutuhannya, mereka akan puas apabila produk yang mereka beli sesuai dengan keinginan dan harapannya. Kebutuhan konsumen terhadap barang dan jasa bukan hanya dari segi kuantitas tetapi juga kualitas atau mutu. Konsumen bersedia membayar dengan harga tinggi terhadap produk yang memberikan fungsi lebih baik dan tingkat penampilan yang lebih bagus Tingkat kepuasan konsumen akan tercermin pada keputusan dalam membeli produk dan melakukan pembelian ulang produk yang dihasilkan suatu perusahaan. Meningkatnya kepercayaan konsumen terhadap perusahaan sebagai akibat dari kepuasan akan terpenuhinya kebutuhan konsumen. Hal ini penting untuk menjaga nama baik dan reputasi perusahaan.
Mutu suatu produk dikatakan baik apabila produknya memiliki spesifikasi yang telah ditentukan. Menurut Ariani [1] bila keluaran (output) dari proses produksi sesuai dengan spesifikasi, maka proses tersebut dikatakan mampu (capable).
Montgomery [5] mengatakan ada dua segi umum tentang mutu yaitu mutu rancangan dan mutu kecocokan. Mutu rancangan merupakan variasi dalam tingkat mutu yang memang disengaja oleh tiap perusahaan. Sedangkan mutu kecocokan adalah seberapa baik produk itu sesuai dengan spesifikasi dan kelonggaran yang disyaratkan oleh rancangan itu Mutu kecocokan dipengaruhi oleh banyak faktor, termasuk pemilihan proses pembuatan, latihan dan pengawasan angkatan kerja, jenis sistem jaminan mutu (pengendalian proses, uji aktivitas pemeriksaan, dan sebagainya) yang digunakan, seberapa jauh prosedur jaminan mutu ini diikuti, dan motivasi angkatan kerja untuk mencapai mutu atau mutu.
Tiap produk mempunyai sejumlah unsur yang bersama-sama menggambarkan kecocokan penggunaannya. Menurut Montgomery [5] ciri-ciri mutu adalah: (1) fisik, misalnya panjang, diameter, tegangan, dan kekentalan; (2) indera, seperti rasa penampilan, dan warna; (3) orientasi waktu, seperti
keandalan, kemampuan pelayanan, kemudahan pemeliharaan, dan ketepatan waktu penyerahan produk; (4) orientasi biaya dengan dimensi biaya yang menggambarkan harga atau ongkos dari suatu produk
Standar mutu dari suatu produk tidak hanya ditentukan oleh perusahaan namun konsumen juga ikut berperan untuk menentukan mutu dari produk, sehingga perusahaan harus mengikuti standar. Masalah yang timbul adalah belum diterapkannya statistika pengendalian mutu variabel oleh perusahaan XYZ untuk menentukan batas standar mutu yang tepat. Standar mutu merupakan suatu penetapan norma mutu, berupa patokan-patokan mutu yang disepakati bersama dengan tujuan untuk menghasilkan produk dengan mutu yang dapat dideskripsikan (Soekarto [7]).
Pada tingkat perusahaan, pengendalian mutu berkaitan dengan pola pengelolaan dalam industri. Dalam kaitannya dengan produksi, pengendalian mutu dimaksudkan agar dapat menghasilkan produk yang memenuhi standar mutu sehingga tidak mengecewakan konsumen. Hal ini disebabkan upaya perusahaan terhadap peningkatan mutu produk lebih sering mengarah kepada kegiatan inspeksi serta memperbaiki cacat dan kegagalan selama proses produksi.
Pada masa sekarang ini, banyak perusahaan yang menggunakan pengendali mutu sebagai alat untuk mengetahui proses produksinya. Penggunaan dan pemilihan metode pengendali mutu yang benar akan bermanfaat besar bagi kemajuan perusahaan. Keuntungan yang diperoleh memakai pengendali mutu pada perusahaan adalah produktivitas meningkat, penjualan meningkat dan keuntungan naik (Newbold [6]).
Pengendalian mutu didefinisikan sebagai suatu proses penyesuaian untuk beberapa aktivitas dengan mengukur hasil suatu produk, membandingkan hasil tersebut dengan standar yang ada, dan meneruskan tindakan perbaikan tanpa memperhatikan beberapa aktivitas yang terjadi (Besterfield [2]).
Tujuan dari pengendalian mutu adalah untuk mendapatkan gambaran mutu produksi apakah masih sesuai dengan mutu standar ataukah sudah perlu diadakan pemeriksaan terhadap kesalahan sehingga mengakibatkan turunnya mutu tersebut. Tujuan pokok pengendalian mutu adalah menyelidiki dengan cepat terjadinya sebab-sebab khusus atau pergeseran proses sehingga tindakan pembetulan dapat dilakukan sebelum terlalu banyak unit yang tidak sesuai diproduksi. Sedangkan tujuan akhir pengendalian mutu adalah menyingkirkan variabilitas dalam proses.
Gaspersz [4] menyatakan bahwa dalam konteks statistika pengendalian mutu, dikenal dua jenis data yaitu:
-
a. Data atribut yaitu data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Data atribut biasanya diperoleh dalam bentuk unit ketidaksesuaian dengan standar atribut yang ditetapkan. Data atribut digunakan apabila ada pengukuran yang tidak mungkin untuk dilakukan, misalnya goresan, kesalahan, warna, atau ada bagian yang hilang.
-
b. Data variabel yaitu data kuantitatif yang diukur untuk keperluan analisis. Data diperoleh dengan menggunakan alat ukur, seperti jumlah volume, berat, jarak, dan panjang. Data ini muncul dalam bentuk skala yang dapat dibagi dengan jumlah tertentu dan merupakan data kontinu sehingga memungkinkan ada bilangan pecahan.
Menurut Montgomery [5] sinyal atau tindakan standar untuk mendeteksi apakah proses terkendali atau tidak sebagai berikut.
-
1. satu atau lebih titik berada di luar garis kendali;
-
2. dua dari tiga titik yang berdekatan berada di luar batas peringatan 2-sigma tetapi masih berada di dalam batas kendali;
-
3. empat dari lima titik berdekatan berada di luar batas kendali 1-sigma;
-
4. delapan titik berdekatan pada suatu sisi garis pusat;
-
5. enam titik berada dalam suatu garis cendrung naik atau turun;
-
6. lima belas titik berada di dalam suatu garis berada di dalam zona garis pusat;
-
7. empat belas titik berada di dalam suatu baris berada dalam posisi bolak balik atas dan bawah;
-
8. delapan titik di dalam suatu baris pada dua sisi garis pusat, tidak ada yang berada di zona garis pusat;
-
9. pola data tidak sewajarnya atau tidak teracak;
satu atau lebih titik dekat suatu batas peringatan atau kendali.
Salah satu produk yang saat ini perlu mendapat perhatian di pasaran adalah produk roti. Roti merupakan makanan yang dikonsumsi secara luas dan dapat dipakai sebagai pengganti nasi. Perusahaan XYZ merupakan industri yang memproduksi roti. Menurut informasi dari pihak perusahaan, produk tidak selalu habis terjual karena mengalami kerusakan pada saat produksi. Kerusakan pada roti lebih banyak disebabkan oleh proses produksi bila dibandingkan dengan pengaruh bahan baku. Biasanya para pembuat roti lebih mementingkan resep bahan baku, sehingga tidak jarang mengalami kesulitan dalam menangani kerusakan roti yang diakibatkan oleh kesalahan proses produksi.
Penelitian ini akan menerapkan pengendalian mutu statistika data variabel pada perusahaan XYZ dengan pengukuran ketebalan roti terhadap produk yang bersangkutan, selain itu pada perusahaan XYZ belum melakukan pengendalian mutu pada pengukuran ketebalan roti. Pengukuran variabel dengan mengambil data ketebalan roti dimaksudkan karena ketebalan roti dapat menentukan bentuk roti yang stabil. Aspek yang dipilih untuk diamati adalah mutu produk roti sisir. Pengamatan pada produk roti sisir karena berpengaruh pada produk yang paling banyak diproduksi oleh perusahaan tersebut dan besarnya daya tarik konsumen.
-
1.1 Rumusan Masalah
-
1. Bagaimana penerapan statistika pengendalian mutu data variabel untuk mengetahui produk terkendali atau tidak?
-
2. Faktor-faktor apakah yang memengaruhi terjadinya variasi proses pada inspeksi ketebalan produk roti sisir?
-
1.2 Tujuan Penelitian
-
1. Mengetahui tingkat pengendalian ketebalan roti yang dilakukan perusahaan XYZ dengan menggunakan bagan kendali rata-rata dan bagan kendali kisaran.
-
2. Mengidentifikasi faktor-faktor penyebab terjadinya variasi proses pada inspeksi ketebalan roti sisir dengan diagram sebab akibat.
-
2. Metode Penelitian
-
2.1 Tempat dan waktu
-
Penelitian ini bertempat di perusahaan XYZ yang berlokasi di daerah Denpasar Selatan. Penelitian ini membutuhkan waktu dari bulan April sampai bulan Mei tahun 2010.
-
2.2 Populasi dan sampel
Populasi penelitian ini adalah roti yang di produksi oleh perusahaan XYZ. Penelitian ini mengambil sampel roti sisir dengan mengukur ketebalan roti sisir untuk satu kali produksi. Roti sisir yang diteliti bukan merupakan produk yang sudah dikemas, melainkan produk yang baru keluar dari oven dan masih berbentuk kotak besar yang belum dipotong menjadi beberapa bagian. Roti ini dipotong menjadi tujuh bagian.
-
2.3 Observasi lapangan
Observasi lapangan dilakukan secara langsung pada perusahaan XYZ. Tujuan observasi lapangan ini adalah untuk mempelajari secara jelas proses produksi roti sisir sehingga menghasilkan roti yang memiliki tingkat ketebalan yang seragam dan faktor mutu variabel yang memengaruhi produk roti sisir.
Pemeriksaan ketebalan roti sisir dilakukan setelah roti keluar dari oven dan dikeluarkan dari cetakannya. Satu buah oven terdiri dari satu buah loyang besar yang masing-masing terdiri dari enam cetakan roti. Sehingga pengukuran dilakukan dalam satu kali produksi sebanyak enam kali.
-
2.4 Pengumpulan data
Data yang dibutuhkan dalam penelitian ini merupakan data kuantitatif, yaitu data berupa angka-angka yang ditentukan secara langsung dan diperoleh dengan metode tertentu. Pengumpulan data dalam penelitian ini menggunakan beberapa metode diantaranya.
-
a. Metode Observasi
Tahap observasi merupakan tahap yang dilakukan penelitian pengumpulan data pada perusahaan XYZ sebagai objek penelitian. Data yang dibutuhkan adalah data ketebalan roti produksi roti sisir.
-
b. Metode Interview (wawancara)
Metode ini dilakukan dengan meminta konfirmasi atau keterangan-keterangan kepada karyawan bagian pengolahan produksi roti dengan tujuan agar diperoleh data yang lebih akurat.
-
2.5 Analisis data
Pada penelitian ini digunakan alat-alat pengendalian mutu seperti diagram Pareto, bagan pengendali kisaran, bagan pengendali rata-rata, dan diagram sebab akibat untuk menganalisa data yang ada.
-
3. Hasil dan Pembahasan
-
3.1 Pengendalian mutu roti di perusahaan XYZ
-
Pengendalian mutu roti di perusahaan XYZ terdiri dari pengendalian mutu bahan baku, pengendalian mutu proses produksi, dan pengendalian mutu produk. Pengendalian bahan baku dilakukan sebelum bahan tersebut digunakan dalam proses dengan melihat kekadarluasaan bahan.
Pengendalian proses produksi meliputi pengendalian mesin atau alat-alat yang digunakan. Mulai dari pengecekan mesin steamer dan mesin oven dengan menstabilkan suhunya. Pengendalian mutu produk meliputi rasa, warna, aroma, dan tingkat ketebaalan roti.
Proses produksi produk roti sisir meliputi pemilihan bahan baku, pembuatan adonan, fermentasi, dan pemanggangan. Pemilihan bahan baku di perusahaan XYZ dibedakan menjadi bahan utama dan bahan pembantu. Bahan utama yang digunakan dalam pembuatan produk roti sisir adalah tepung terigu, air, ragi roti, dan garam. Bahan pembantu antara lain shortening, gula, produk susu, telur serta bahan pengisi seperti selai.
Proses pembuatan adonan dimulai dengan mengocok (mixing) telur, ragi, gula, dan bahan pelengkap lainnya, apabila sudah mengembang maka tepung dimasukkan sampai adonan menjadi kalis. Dalam proses mixing, pencampuran shortening harus benar-benar merata. Pencampuran yang tidak sempurna akan menyebabkan tekstur roti menjadi kasar dan tidak seragam.
Setelah adonan jadi, maka adonan ditimbang menjadi masing-masing 150 gram. Adonan tersebut kemudian dimasukkan ke mesin steamer (mesin pengembang roti) selama 60 menit. Kemudian setelah menggembang adonan dimasukkan ke mesin oven selama 15 menit dengan panas oven 160oC .
-
3.2 Analisis Diagram Pareto
Penggunaan diagram Pareto pada penelitian ini untuk menentukan kerusakan yang paling besar dalam produksi roti sisir pada perusahaan XYZ. Data yang diambil selama dua hari. Periode waktu yang digunakan adalah satu hari, karena waktu penelitian yang sangat sempit. Data kerusakan roti sisir sebagai berikut.
Tabel 1 Jumlah Kerusakan Mutu Roti Sisir
|
NO |
Jenis Kerusakan |
Hari | |
|
Pertama |
Kedua | ||
|
1 |
Ketebalan |
158 |
100 |
|
2 |
Warna |
51 |
52 |
|
3 |
Robekan |
40 |
33 |
|
4 |
Tingkat Kematangan |
11 |
7 |
|
Total Kerusakan |
260 |
192 | |
Sumber: data diolah 2010
Analisis diagram Pareto untuk hari pertama (Gambar 1) menunjukkan bahwa kerusakan terbesar disebabkan oleh ketebalan dan selanjutnya disebabkan oleh warna, robekan, dan tingkat kematangan. Ketebalan merupakan kerusakan terbesar, sehingga yang paling pertama dilakukan pengendalian mutu. Hal ini didukung pula oleh pihak perusahaan XYZ yang menyatakan bahwa selama produksi berlangsung, ketebalan roti yang paling banyak kerusakannya.
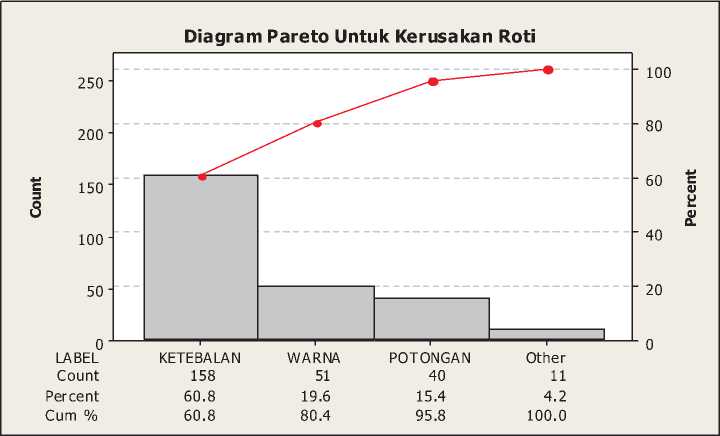
Gambar 1 Diagram Pareto Mutu Roti Sisir Perusahaan XYZ Hari Pertama
-
3.3 Mutu variabel ketebalan roti sisir
Selama penelitian yang diamati adalah ketebalan roti yang akan dijadikan roti sisir. Ketebalan yang diukur adalah ketebalan roti yang baru keluar dari oven dan belum dipotong-potong dalam bentuk roti sisir yang terdapat di pasaran.
Proses produksi roti di perusahaan XYZ diharapkan akan mampu menghasilkkan 1250 roti per hari, maka berdasarkan ketentuan ANSI/ASQC Z1.9-1993 total inspeksi yang dibutuhkan adalah 50, karena perusahaan XYZ memproduksi roti sisir dalam satu oven sebanyak enam loyang kecil maka total inspeksi yang digunakan 54, sehingga ukuran sampel dalam satu subkelompok berjumlah 6 dan jumlah observasi yang diperlukan sebanyak 9. Data ketebalan roti sebagai berikut.
Tabel 2 Pengukuran Ketebalan Roti Sisir Perusahaan XYZ dengan Enam Kali Pengamatan
|
No |
Hasil Pengukuran (cm) |
X¯ |
R | |||||
|
1 |
2 |
3 |
4 |
5 |
6 | |||
|
1 |
15,66 |
15,56 |
15,56 |
15,67 |
15,59 |
15,57 |
15,6017 |
0,11 |
|
2 |
15,79 |
15,78 |
15,79 |
15,69 |
15,63 |
15,59 |
15,7117 |
0,20 |
|
3 |
15,65 |
15,78 |
15,87 |
15,88 |
15,73 |
15,79 |
15,7833 |
0,23 |
|
4 |
15,78 |
15,65 |
15,77 |
15,77 |
15,65 |
15,65 |
15,7117 |
0,13 |
|
5 |
16,00 |
15,87 |
15,76 |
15,8 |
15,73 |
15,85 |
15,8350 |
0,27 |
|
6 |
15,86 |
15,88 |
15,76 |
15,78 |
15,73 |
15,75 |
15,7933 |
0,15 |
|
7 |
15,83 |
15,99 |
15,83 |
15,73 |
15,74 |
15,76 |
15,8133 |
0,26 |
|
8 |
15,75 |
15,73 |
15,73 |
15,77 |
15,73 |
15,70 |
15,7350 |
0,07 |
|
9 |
15,88 |
15,84 |
15,79 |
15,79 |
15,77 |
15,7 |
15,7950 |
0,18 |
|
Total |
141,780 |
1,60 | ||||||
Sumber: data diolah 2010
Keterangan: R = Xmax - Xmin
Selanjutnya mutu variabel ketebalan roti sisir perusahaan XYZ dianalisis dengan alat pengendalian mutu seperti bagan pengendali kisaran, bagan pengendali rata-rata, dan diagram sebab akibat.
-
3.4 Analisis bagan pengendali kisaran
Bagan Pengendali Kisaran yang digunakan dalam penelitian ini adalah batas pengendali 3σ
Menurut Montgomery (2005) konsep batas pengendali 3σ untuk bagan kendali kisaran adalah sebagai berikut: Garis tengahnya adalah R. Menentukan batas pengendali perlu taksiran untuk σR dengan menganggap bahwa karakteristik mutu berdistribusi normal, estimasi σˆR dapat diperoleh dari distribusi kisaran relatif . Deviasi standar W , katakan d3 adalah fungsi n yang diketahui. Jadi σ
R = Wσ , maka dev¯iasi standar R adalah σR = d3σ. Karena σ tidak diketahui maka dapat menaksir
σR dengan σˆR = d3 . Batas pengendalinya adalah
d2
UCL = X + 3σˆR = R + 3d3 d2 = XD4
R
LCL = R¯ - 3σˆR = R¯ - 3d3 d = R¯ D3
Pengukuran ketebalan roti dihitung pada masing-masing sampel. Rata-rata kisaran untuk masing-masing sampel(R ) didapat 0,18. Selanjutnya dihitung batas pengendali bagan. Untuk sampel dengan n = 6 , diperoleh D3 = 0 dan D4 = 2, 004.
Batas pengendali untuk bagan R adalah
UCL = RD4 = 0.18 × 2.004 = 0.36072
CL = R¯ = 0.18
LCL = RD3 = 0. 18 × 0 = 0
Setelah diperoleh garis pusat, UCL, dan LCL dibuat bagan pengendali seperti pada gambar berikut.

Gambar 2 Bagan Pengendali Kisaran Ketebalan Roti Sisir Perusahaan XYZ
Gambar 2 memperlihatkan bahwa tidak ada titik-titik yang jatuh di luar batas pengendali atas mau pun batas pengendali bawah. Selain itu tidak ada sinyal atau tanda tindakan standar berdasarkan ketentuan mendeteksi proses terkendali atau tidak terkendali. Sehingga variabilitas atau pemencaran pada proses pengukuran ketebalan roti sisir perusahaan XYZ dengan menggunakan statistika pengendalian mutu menunjukkan terkendali dan berjalan wajar, serta berlangsung terus sehingga tidak perlu tindakan apa pun. Menurut Montgomery (2005) bagan pengendali rata-rata dilakukan apabila bagan pengendali kisaran sudah menunjukkan proses terkendali, karena bagan pengendali kisaran sudah menunjukkan terkendali maka akan dilanjutkan dengan membuat bagan kendali rata-rata.
-
3.5 Analisis bagan pengendali rata-rata Parameter bagan X adalah
UCL = X +
LCL = X -
3
R = X + A2R d2 n
3 - = -
—R = X - A 2 R d2 n
Hasil pengamatan untuk menganalisis mutu variabel roti sisir produk XYZ hanya melakukan pengamatan pada proses produksi roti dengan mengukur ketebalan roti sisir. Hasil dari pengukuran ketebalan roti dihitung masing-masing sampel. rata-rata dari semua X adalah 15,7533. Selanjutnya dihitung batas pengendali bagan X , untuk sampel ukuran n = 6 digunakan A2 = 0, 483.
Batas pengendalinya dapat diperoleh dari
UCL = X+A2R= 15, 7533 + (0, 483)(0, 18) = 15, 84024
CL = X
LCL = X - A2R = 15, 75333 - (0, 483)(0, 18) = 15, 66636
Setelah diperoleh batas pengendalinya maka dibuat bagan pengendali X , tampak sebagai berikut.

Gambar 3. Bagan Pengendali Rata-rata Ketebalan Roti Sisir Perusahaan XYZ
Gambar 3 memperlihatkan bahwa ada satu sampel berada di luar batas kendali pada data pertama, maka proses produksi roti sisir perusahaan XYZ belum terkendali secara statistika. Tidak terkendali pada data pertama tersebut disebabkan kesalahan karyawan pada saat melakukan proses produksi. Proses produksi yang belum terkendali memerlukan tindakan perbaikan melalui manusia, bahan baku, mesin oven, dan mesin steamer.
-
3.6 Analisis diagram sebab akibat
Faktor yang memengaruhi mutu variabel ketebalan roti pada produk XYZ adalah manusia, bahan baku, oven, dan mesin steamer seperti pada Gambar 4.

Gambar 4 Diagram Sebab Akibat Pengukuran Ketebalan Roti
Manusia
Faktor manusia merupakan faktor yang penting dalam menentukan mutu ketebalan roti. Hal-hal yang memengaruhi variasi faktor manusia meliputi pegawai. Pegawai pada pabrik roti secara rutin mendapat pelatihan dari pemilik pabrik. Melalui pelatihan ini diharapkan pegawai dapat bekerja sebaik mungkin sehingga proses produksi dan pengendalian dapat berjalan dengan baik dan lancar.
Bahan Baku
Bahan baku memengaruhi mutu produk. Setiap bahan juga mempunyai karakteristik fisik dan kimia yang berbeda, demikian juga perubahan sifat-sifat tersebut akibat pengolahan mungkin berbeda. Oleh karena itu sebelum mengetahui cara pembuatan roti, terlebih dahulu pegawai mengenal jenis bahan yang akan digunakan, fungsinya dalam pembuatan roti serta sifat-sifat yang dibutuhkan. Hal ini perlu diketahui untuk bisa memilih bahan secara ekonomis dan mengendalikan mutu produk sesuai dengan keinginan.
Mesin Oven
Bagian-bagian yang dapat memengaruhi mutu ketebalan roti adalah mesin oven yang terdiri dari suhu, kapasitas mesin, dan pengisian adonan. Perawatan mesin ini dilakukan oleh pegawai yang telah terlatih dan dilakukan secara rutin setelah produksi selesai dilakukan. Perawatan pada pabrik ini dilakukan setiap hari, setiap bulan, dan setiap tahun.
Mesin oven dipengaruhi oleh suhu, kapasitas, dan pengisian adonan pada loyang. Suhu oven akan memengaruhi hasil roti yaitu apabila suhu yang terlalu panas akan membuat roti produk XYZ akan mengalami kegosongan dan pecah walapun roti tersebut mengembang. Suhu yang baik digunakan adalah 160 — 170o dengan waktu pengovenan ± 15 menit.
Pengisian adonan pada loyang-loyang kecil dilakukan dengan menimbang secara seksama. Apabila adonan diisi tidak sesuai takaran, maka roti yang dihasilkan memiliki besar yang berbeda-beda dan tingkat kematangan tidak maksimal.
Mesin Steamer (Fermentasi)
Selain mesin oven, bagian yang juga dapat memengaruhi mutu ketebalan roti adalah mesin steamer yang terdiri dari suhu, waktu, dan kapasitas mesin. Perawatan mesin ini dilakukan sama seperti mesin oven yaitu setelah produksi berakhir. Suhu steamer akan memengaruhi hasil roti. Besarnya suhu dipengaruhi oleh besarnya adonan dan seberapa besar roti yang dibutuhkan. Apabila suhu yang terlalu besar akan membuat roti produk XYZ akan mengalami tingkat ngembang yang sangat besar dan adonan akan pecah. Adonan dimasukkan ke dalam mesin steamer untuk produk roti sisir selama 60 menit. Apabila ragi yang digunakan tidak baik, maka waktu yang digunakan bisa lebih dari 60 menit.
-
4. Simpulan dan Saran
-
4.1 Simpulan Berdasarkan penelitian yang telah dilakukan dapat disimpulkan sebagai berikut:
-
-
1. Variabilitas atau pemencaran pada proses pengukuran ketebalan roti sisir terkendali secara statistika dan berjalan wajar. Tidak ditemukan adanya penyimpangan, karena pada bagan pengendali R tidak ada titik-titik yang berada di luar batas pengendali atas maupun batas pengendali bawah. Oleh karena itu tidak perlu tindakan apa pun dan dilanjutkan dengan menganalisis bagan kendali rata-rata.
-
2. Hasil dari analisis pengendalian mutu bagan kendali X menunjukkan bahwa unit sampel yang diamati proses belum terkendali, karena terdapat satu data yang berada di luar batas pengendali yaitu data pertama yang berada di luar batas pengendali bawah. Penyebab data pertama di luar batas kendali, karena terdapat kesalahan proses produksi oleh karyawan.
-
3. Faktor-faktor yang memengaruhi mutu variabel ketebalan roti sisir pada perusahaan XYZ adalah manusia, bahan baku, mesin oven, dan mesin steamer.
-
4.2 Saran
-
1. Pengendalian terhadap mutu variabel produk sisir pada perusahaan XYZ dapat dilakukan dengan mengendalikan faktor-faktor yang memengaruhi masing-masing mutu yaitu, manusia, bahan baku, mesin oven, dan mesin steamer. Apabila faktor-faktor tersebut dapat dikendalikan dengan baik maka proses produksi akan berjalan sangat lancar dan hasil produksi roti sisir akan sesuai dengan standar yang telah ditetapkan.
-
2. Untuk mencapai hasil yang maksimal, sebaiknya penetapan pengendalian mutu tidak hanya dilakukan pada proses pengukuran ketebalan roti sisir, melainkan pengendalian mutu pada proses pematangan, dan proses pembuatan isian roti.
References
-
[1] Ariani, D.W. 2003. Pengendalian Mutu Statistik (Pendekatan Kuantitatif dalam Manajemen Mutu). ANDI, Yogyakarta.
-
[2] Besterfield, D.H. 1998. Quality Control. Edisi ke-5. Prentice-Hall,Inc. Englewood Cliffs, New Jersey USA.
-
[3] Eddy, M. S dan Lilik, N. Y. 2004. Membuat Aneka Roti. Penebar Swadaya, Jakarta.
-
[4] Gaspersz, V. 2001. Statistical Process Control Penerapan Teknik-teknik Statistika dalam Manajemen Bisnis Total. PT Gramedia Pustaka Utama, Jakarta.
-
[5] Montgomery, D.C.2005. Introduction to Statistical Quality Control. Edisi ke-5. John Wiley and Sons, Inc, New York.
-
[6] Newbold, P., Statistics for Business & Economics, Fourth Edition, Prentice-Hall International, Inc., 1995.
-
[7] Soekarto, S. T. 1990. Dasar-dasar Pengawasan dan Standarisasi Mutu pangan. Departemen Pendidikan dan Kebudayaan Dirjen Dikti PAU Pangan dan Gizi IPB, Bogor
Discussion and feedback